工作台
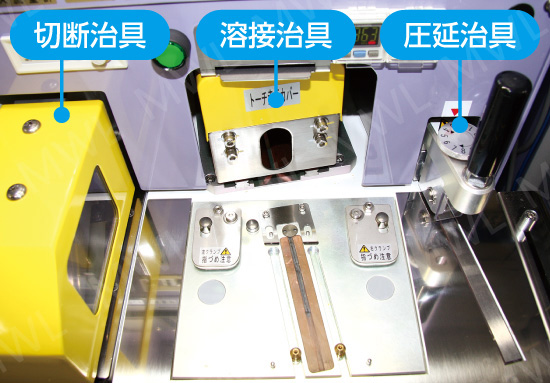
①使用切断单元进行带材切断
②使用焊接治具进行材料对接
③使用压制单元进行焊接压延


即使将材料稍微简单地放置,精密夹具也会代替人工进行精确的对接。每次焊接时,都会记录焊接参数,以便于追溯管理。
材料宽度:200mm以内
工作台
①使用切断单元进行带材切断
②使用焊接治具进行材料对接
③使用压制单元进行焊接压延
除了一部分标准机型外,还有多款定制机。

| 1次電源 | AC200V/20A |
|---|---|
| 驱动 | 压缩空气马达 |
| 切断方式 | 电动 |
| 控制 | 三菱plc |
| 焊接电源 | 逆变器TIG焊接电源源 |
| 焊接数据存储 | 500件 |
| 焊接历史记录 | 50件 |
| 适用材料宽度 | 200mm以内 |
| 接合角度 | 5° |
| 重量 | 250kg |
| 焊接用气体 | 氩气(ar) |
| 装载气瓶 | 2 |
| 装置宽法(mm) | 510(W)×11270(D)×1420(H) |
| 铁 | 0.1~0.64mm |
|---|---|
| 不锈钢 | 0.1~0.5mm |
| 电磁钢板 | 0.1~0.5mm |
| 铜 | 0.08~0.8mm |
| 铜合金 | 0.08~0.8mm |
| 黄铜 | 0.08~0.8mm |
| 铝 | 0.08~0.8mm |


